

Stereolithography (SLA) 3D Printing is a rapid prototyping process that creates complex objects layer by layer using photopolymerization. This technology is favored for its fine details and smooth surface finishes, making it a popular choice in various industries.
What Is Stereolithography 3D Printing?
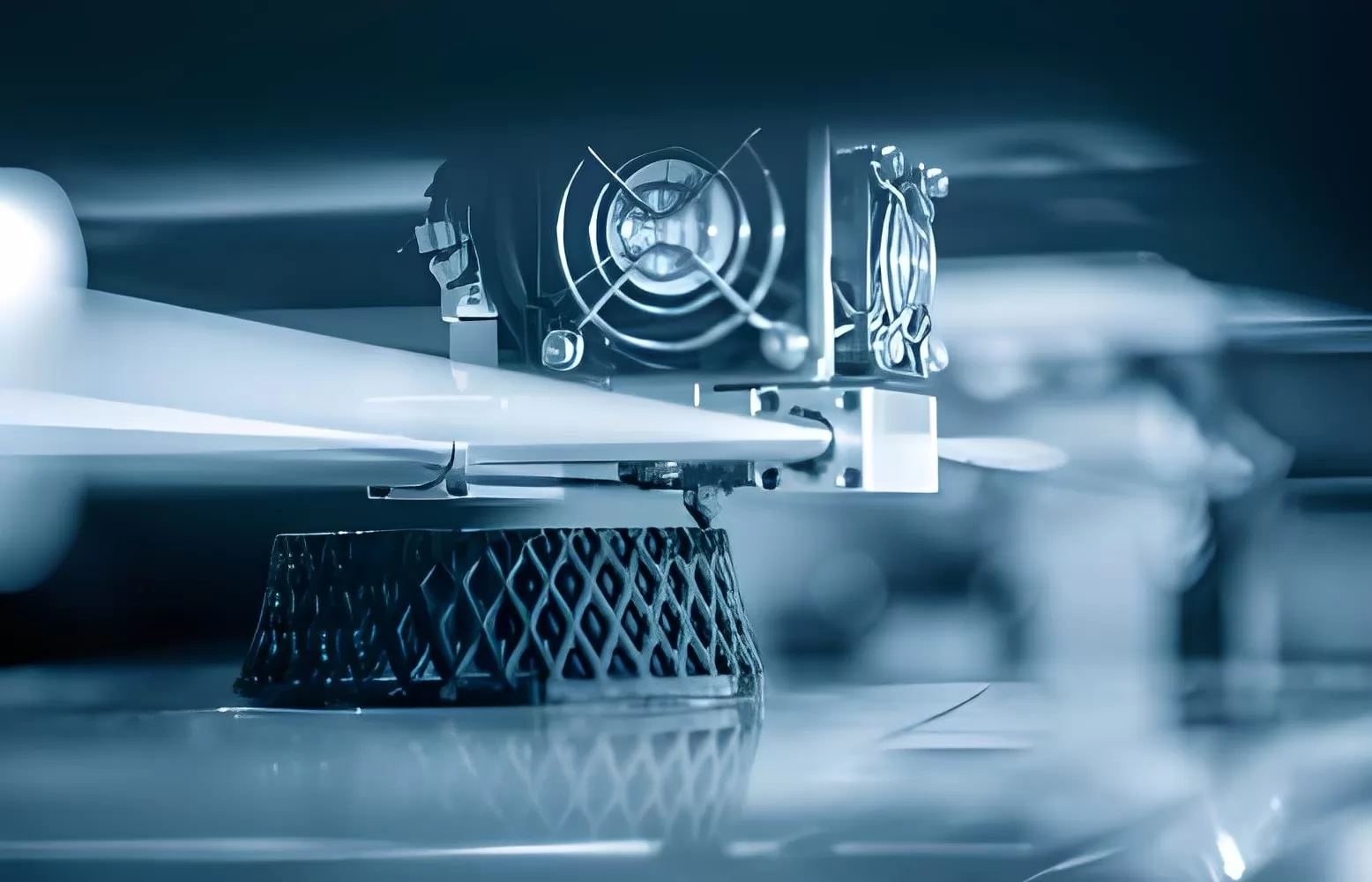
Stereolithography (SLA) 3D printing is a type of additive manufacturing process that uses a laser to cure layers of photopolymer resin into solid objects. It is renowned for its high precision and ability to produce intricate details in 3D printed parts.
Stereolithography 3D printing begins with a CAD model, which is converted into a digital file readable by SLA machines. The printer’s build platform descends into a vat of liquid photopolymer resin, and an ultraviolet (UV) laser traces the first layer of the object, hardening the resin where it touches. Once solidified, the build platform moves up incrementally, and the laser processes the next layer. This cycle repeats until the entire object is created. After printing, parts undergo various post-processing steps including washing off excess resin and curing in UV light to achieve their final form.
History Of SLA 3D Printing
Stereolithography, or SLA, is a trailblazing additive manufacturing process that marked the beginning of the 3D printing revolution. This technology was invented by Chuck Hull in 1986, who subsequently patented it and co-founded the company 3D Systems to commercialize it.
SLA works by using an ultraviolet laser to cure and solidify a photopolymer resin, layer by layer, to form solid 3D objects. It was the first method to allow for precision prototyping and has since evolved significantly with improvements in speed, accuracy, and material properties. The historical significance of Hull’s invention lies not only in the introduction of SLA but also in laying the foundation for the development of other 3D printing technologies.
Throughout its history, SLA has seen advancements including increased automation capabilities—which have simplified workflow—and enhanced machine reliability. Additionally, there has been significant development in resin chemistry; modern SLA printers can produce parts with a variety of mechanical, optical, and thermal properties to suit different applications.
As SLA technology matured over time, it transitioned from being used purely for prototyping into an effective production method suitable for creating end-use parts as well as highly detailed models. Today’s landscape showcases a vast range of SLA machines from desktop versions suitable for hobbyists and designers to industrial-scale printers capable of fabricating large components with complex geometries.
The introduction and evolution of Stereolithography represent critical milestones within the realm of additive manufacturing—ushering in new possibilities for industries such as engineering, medicine, dentistry, jewelry making, and beyond.

The SLA 3D Printing Workflow
Stereolithography (SLA) 3D printing involves a specific process that starts with design, moves to the actual print, and concludes with post-processing. This structured workflow ensures that the printed objects meet high standards of quality and functionality.
-
- Design The design phase is where the creation of a printable model happens using CAD software. Here, meticulous attention is paid to detailing the geometry, factoring in supports, and considering how layer orientation will affect the print’s stability and surface finish. A designer must also anticipate potential issues like curling or part distortion, which can occur during curing.
-
- Print During printing, SLA machinery uses a laser to cure photosensitive resin layer by layer to build up the desired object. Print parameters such as layer thickness, laser speed, power settings, and resin type are set according to the requirements of the object being printed. Careful calibration is essential to achieve optimal adhesion between layers while avoiding issues such as weak bonds or overheating.
-
- Post-Process Once printing completes, post-processing begins. This includes washing in solvents to remove any uncured resin still adhering to the solidified parts, post-curing under UV light for additional strength and stability, and finishing techniques like sanding or painting for aesthetic purposes. Proper post-processing can enhance feature details and overall structural integrity while also influencing factors like isotropy and watertightness.
1. Design
In the context of Stereolithography (SLA) 3D printing, the design phase is foundational and critical to the successful creation of a printed object. This stage involves the meticulous crafting of a digital 3D model that serves as the blueprint for the physical print.
During the design process, an individual or team uses computer-aided design (CAD) software to develop and refine a digital representation of the object to be printed. It’s imperative that this model is carefully constructed, with attention to detail being paramount, as it dictates not only the form but also potentially the function of the finished product.
The design must take into account any support structures required during printing; these are crucial for maintaining stability and shape integrity but will need removal in post-processing. The designer should also anticipate potential issues such as curling, which arises when layers contract and distort away from their intended path, and layer adhesion problems that can affect how well each layer bonds to the one below it.
Another vital aspect considered in this phase is ensuring that features in the model are fully realizable by SLA printing technology - assessing whether intricate details can be accurately reproduced and if overall geometry is well-suited for layer-by-layer construction.
By addressing parameters such as wall thicknesses, escape holes for excess resin, orientation on the build platform, and placement of supports early on in conceptualization, designers can optimize prints for both aesthetic appeal and functional performance. Ultimately, thoughtful preparation at this stage can significantly impact not just ease of production but long-term durability and utility of SLA printed components.
2. Print
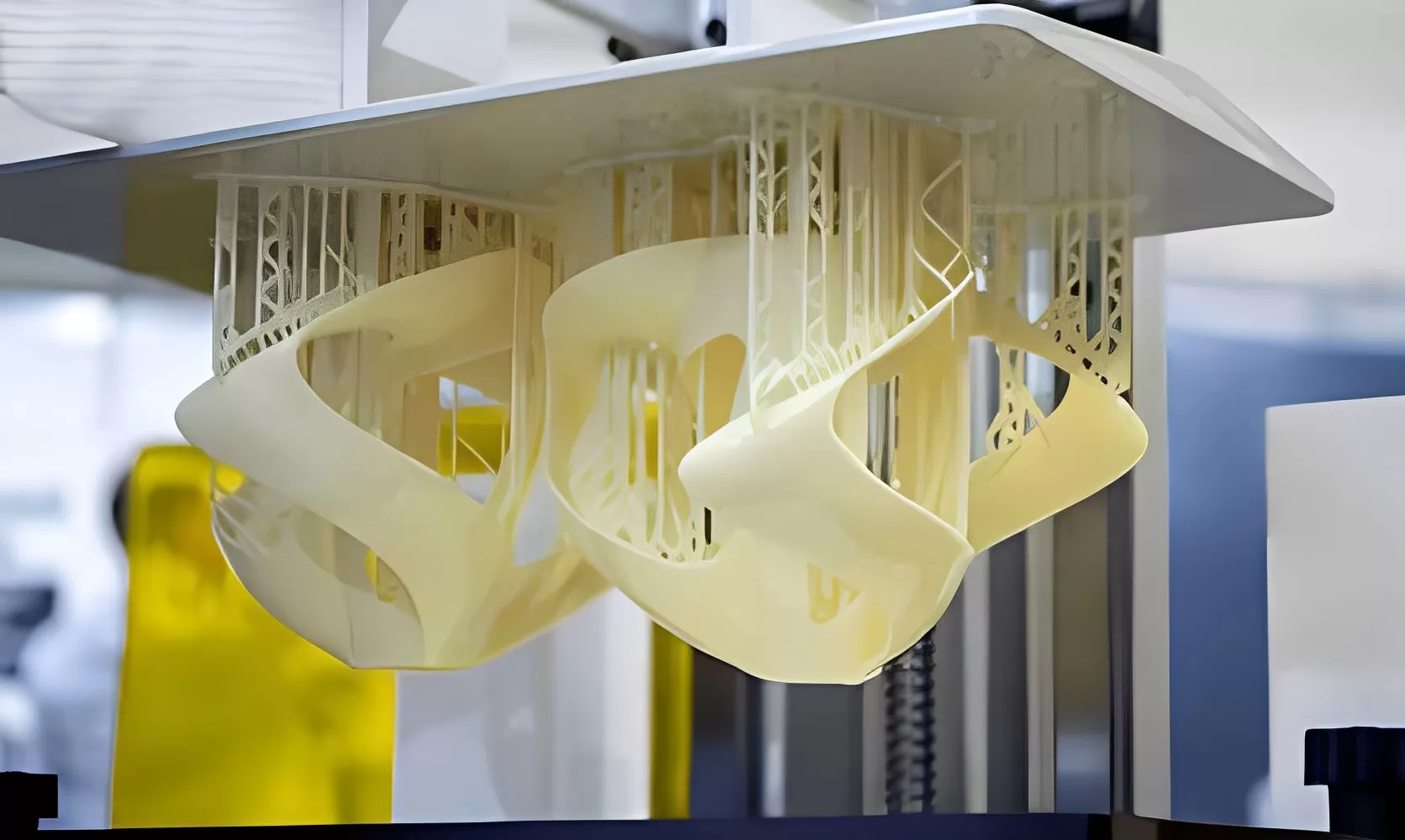
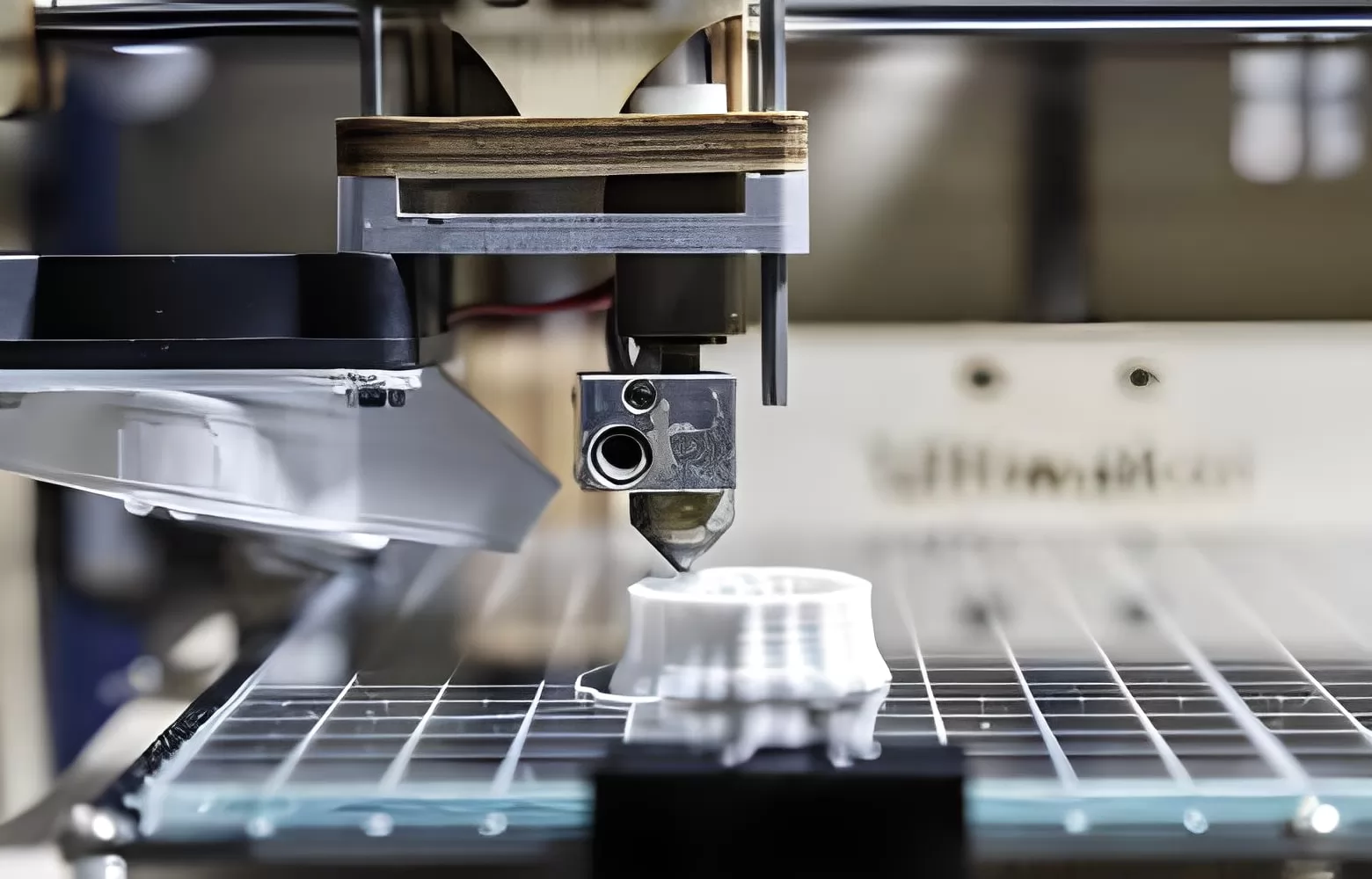
The printing phase is where the Stereolithography (SLA) process comes to life. Once a design file is finalized, it’s time to turn digital blueprints into physical objects through precise layer-by-layer fabrication. SLA printers operate by tracing a laser across a photosensitive resin, hardening it layer by layer to form the final product.
During this stage, several key parameters must be carefully adjusted, including the laser’s path and intensity, the lift speed of the build platform, and the curing time for each layer. These settings are crucial as they directly impact the resolution and quality of the print. A meticulous setup ensures layers bind properly without introducing structural weaknesses or inaccuracies into the project.
Moreover, troubleshooting common print issues such as failed adhesion between layers or warping also falls within this step. It’s essential for those operating SLA printers to possess a strong understanding of how temperature shifts or exposure inconsistencies can affect outcomes and have strategies prepared for quick problem-solving during the print process.
3. Post-Process
Post-processing in Stereolithography (SLA) 3D printing is a crucial step that takes place after the printing process has been completed. This phase involves cleaning, curing, and finishing activities to ensure that the printed parts meet the required specifications and quality standards.
Once a print job is complete, the object is still attached to the build platform and often covered with uncured resin. The initial step in post-processing is the removal of this excess resin. Typically, this involves washing the print with isopropyl alcohol (IPA) or a proprietary cleaning solution to remove any residual resin from its surface.
Following cleaning, the printed part must undergo a curing process. Curing further solidifies the resin and improves its mechanical properties. This stage usually requires exposure to ultraviolet (UV) light either in a specialized curing chamber or under direct sunlight for a period determined by material specifications.
Finally, there are finishing steps which may include support structure removal, sanding, polishing, painting or other surface treatments to achieve the intended aesthetic finish or functional surface requirements. Fine detail work might be necessary for intricate designs where supports can leave blemishes on the final print.
This entire post-processing workflow ensures parts from SLA printers reach their peak performance capabilities and appearance before they are employed for their intended applications, such as prototypes or end-use components.
What Are The Print Parameters Of SLA?
The print parameters of SLA are critical settings that determine the quality and characteristics of the final 3D printed object. These parameters are adjustable within the SLA printer’s software and can be customized to suit specific design requirements.
Layer height is one of the key print parameters in stereolithography, determining the resolution and smoothness of the printed surfaces. It represents the thickness of each individual layer that is cured by the UV laser. A smaller layer height will result in a higher resolution print with finer details but will increase printing time.
Exposure time is another significant parameter, which dictates how long the resin is exposed to UV light during each layer’s curing process. Correct exposure ensures proper curing and adhesion between layers but needs to be balanced as overexposure can lead to warping or distortion while underexposure might cause incomplete curing.
The print speed affects how quickly the build platform moves upward, pulling the object out of the resin tank after each layer is cured. Higher speeds can reduce overall printing time but may impact surface finish quality and detail fidelity.
The orientation and placement of an object within the build volume also serve as important print parameters, influencing not only support structure necessity but also potential defects such as curling or poor layer adhesion.
Finally, post-curing time contributes to material properties, with longer post-curing times potentially increasing strength and stability.
| Parameter | Purpose | Impact on Printing |
|---|---|---|
| Layer Height | Determines layer thickness and thus resolution | Finer details with lower heights; increases printing time |
| Exposure Time | Sets duration for UV laser curing per layer | Balances between adequate curing and avoiding distortion |
| Print Speed | Controls build platform movement speed | Faster printing with possible compromise on surface finish |
| Orientation & Placement | Influences necessity for supports & risk of defects | Strategic choice to enhance quality while reducing issues like curling |
| Post-Curing Time | Dictates additional UV exposure after initial printing | Longer times may improve material properties such as strength but extend overall production timeframe |

What Are The Characteristics Of SLA 3D Printing?
The characteristics of SLA (Stereolithography) 3D printing include the requirement for support structures, the tendency to curl, and the nuances of layer adhesion. These attributes are essential to ensuring the success and quality of an SLA print job.
| Characteristic | Description | Importance |
|---|---|---|
| Support Structure | Additional geometry used to prevent deformation during printing overhangs or complex parts | Prevents structural issues and improves accuracy |
| Curling | Upward curling of edges due to layer shrinkage while curing | Managed by optimizing print parameters for shape integrity |
| Layer Adhesion | The bond strength between consecutive layers | Critical for part strength and durability |
1.Support Structure
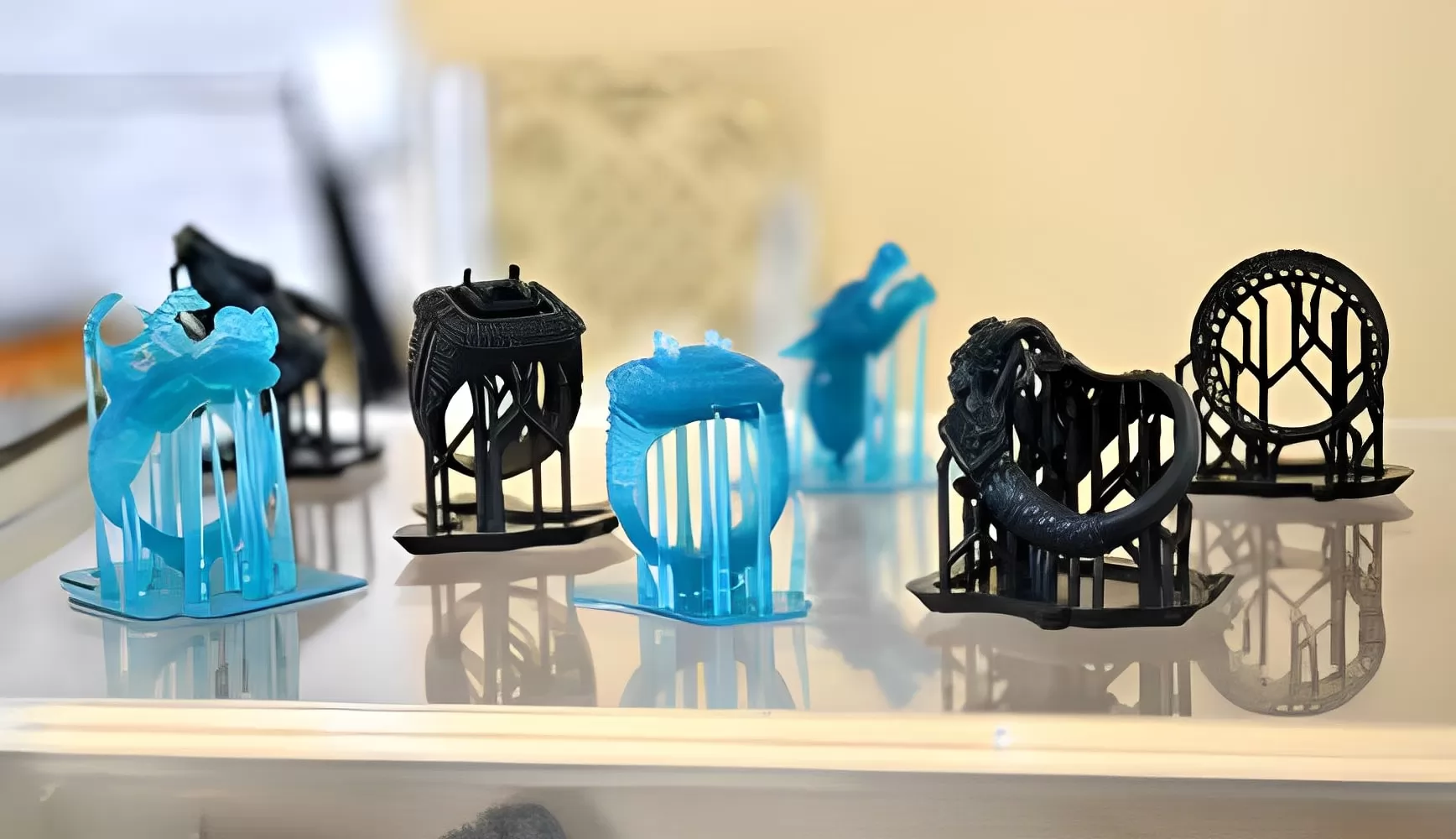
In Stereolithography (SLA) 3D printing, the support structure is a critical aspect of the additive manufacturing process. It refers to the supplementary material built along with the actual model to maintain stability and preserve geometrical integrity during printing. These supports are essential for overhanging features, complex geometries, and lightweight segments that cannot sustain themselves until cured.
Support structures in SLA printing act as scaffolding, providing a platform upon which subsequent layers can be constructed securely. They are generated automatically by most slicing software based on the design’s requirements and must be physically removed after printing. Removal of these structures typically requires manual work, and careful consideration during the design stage can minimize their necessity and facilitate easier post-processing.
The use of supports involves striking a balance; too few may lead to print failure or deformation of details, while too many can increase material costs and post-processing time. Strategic placement ensures that they do not mar critical surfaces of the final piece.
2.Curling in SLA 3D Printing
Curling is a common issue that occurs during the stereolithography (SLA) 3D printing process. This distortion happens when the layers of the printed object shrink unevenly as they cure, leading to warping of the part’s edges upwards or bending of the overall shape.
Curling typically arises from an imbalance between the forces exerted on the part as it is being printed. During SLA printing, a laser cures photopolymer resin layer-by-layer. Each layer must adhere to both the existing print below and the build platform above (or support structures if needed). When layers rapidly cure and solidify, their contraction can exert uneven stresses across the print, especially if there are significant differences in cross-sectional areas between adjoining layers.
To mitigate curling, it is vital to ensure proper support structures are in place for overhangs and to optimize print orientation. Additionally, careful control over environmental conditions, such as temperature and humidity, can reduce curing-induced stress. Gradual cooling and curing can also help minimize distortions caused by thermal contraction.
Effective strategies include adjusting resin chemistry to have lower shrinkage rates, increasing layer thickness (at a potential cost to detail resolution), and implementing post-curing processes that ensure even illumination and heating around the print to complete polymerization evenly.
The use of software simulation tools may predict where curling might occur so adjustments can be made before printing begins. A seasoned operator will be adept at creating effective supports and optimizing print layout on the bed to reduce instances of curling.
3.Layer Adhesion in SLA 3D Printing
Layer adhesion refers to the bond strength between individual layers of a 3D printed object. In Stereolithography (SLA) 3D printing, this is a critical aspect that determines the structural integrity and mechanical performance of the final product.
During the SLA printing process, a laser cures photopolymer resin layer by layer. Each new layer adheres to the one below it as it is cured by the laser’s UV light. The quality of this adhesion is influenced by several factors including the chemical properties of the resin, the precision of the laser, and optimal process parameters such as exposure time and layer thickness.
Effective layer adhesion ensures that the printed parts have sufficient strength and are less susceptible to delamination, where layers separate from each other. Delamination can lead to failure in mechanical applications or cause aesthetic imperfections. Therefore, maintaining proper adhesion is crucial for producing durable and reliable prints with SLA technology.
What Materials Are Used For SLA Printing?
Stereolithography 3D printing utilizes a range of photopolymer resins. These materials are curated to solidify upon exposure to a specific wavelength of light, typically in the ultraviolet (UV) spectrum.
Photopolymer resins used for SLA printing can vary widely in their properties and applications, offering distinct qualities such as flexibility, transparency, high temperature resistance, or enhanced strength. The ability to tailor the physical characteristics of these resins is what renders SLA printing remarkably versatile across various industries.
| Material Type | Properties | Common Applications |
|---|---|---|
| Standard Resins | Balanced properties; good for general use | Prototyping, Concept Models |
| Engineering Resins | High-performance; can simulate ABS plastic | Functional Prototypes, Mechanical Parts |
| Clear Resins | Clarity and smooth finish | Fluidics, Lighting Components |
| Flexible Resins | Simulates rubber; has various degrees of flexibility | Gaskets, Housings |
| Tough & Durable Resins | Simulates polyethylene or polypropylene; impact resistant | End-use parts, Snap fits |
| High Temperature Resins | High thermal stability | Molds, Heat-resistant components |
| Castable Resins | Burns out without residue (for investment casting) | Jewelry Making, Dental |
| Biocompatible Resins | Certified for human contact; short-term implantation | Medical Devices, Surgical Tools |

Pros of SLA 3D Printing
Stereolithography (SLA) 3D printing is renowned for several advantages that make it a preferred choice for professionals seeking high-quality prints. These benefits include isotropy, watertightness, accuracy and precision, fine features and smooth surface finish, and material versatility.
| Advantage | Description |
|---|---|
| Isotropy | Uniform properties in all directions provide consistent mechanical qualities throughout the printed part. |
| Watertightness | Ability to manufacture parts capable of holding liquids without leaks—ideal for prototyping containers or fluid flow components. |
| Accuracy and Precision | Enables printing with exacting detail; allows production of parts with tolerance levels difficult to match in other 3D print modes. |
| Fine Features & Smooth Finish | Yields high-quality surfaces right out of the printer, minimizing the need for extensive post-processing work. |
| Material Versatility | A plethora of resin options lets users customize properties according to application needs—from clear pieces to flexible objects. |
1.Isotropy
Isotropy refers to properties being uniform in all directions. In the context of stereolithography (SLA) 3D printing, isotropy indicates that a printed part will exhibit consistent strength and mechanical properties regardless of the orientation in which it was printed.
In traditional manufacturing processes, materials often display anisotropic behavior; their strength and characteristics can vary based on the directional grain structure inherent to the production process, such as rolling or forging. However, one of the major advantages of SLA 3D printing is its isotropic nature. Due to the layer-by-layer fabrication method of SLA printing, parts tend to have uniform properties in every direction: horizontally, vertically, and diagonally.
This isotropic quality is particularly beneficial when creating prototypes or end-use parts that need to perform consistently under stress from various angles. Design engineers and product developers greatly value this attribute since it provides a more predictable performance during testing and use.
The reasons behind the isotropy found in SLA 3D printed parts stem from how light cures the photopolymer resin. Each layer is cured uniformly with precise laser control across surfaces, ensuring even solidification throughout the part’s geometry.
2.Watertightness
Watertightness in SLA 3D Printing refers to the ability of printed parts to prevent water from penetrating or passing through them. This characteristic ensures that SLA-printed objects can be used in applications where contact with liquids is inevitable, without suffering from water damage or compromising functionality.
Stereolithography (SLA) 3D printing technology produces parts that are inherently watertight due to the nature of the layer-by-layer curing process. The resins used in SLA printing are photopolymers, which when cured layer by layer, form solid structures that can be virtually free from holes or gaps. However, achieving full watertightness depends on a number of factors including the correct setting of print parameters such as layer thickness and resin exposure time.
Print parameters require precise adjustment to ensure that each layer bonds properly with the one below it. If a printed part is not fully cured or if there are errors in the print process leading to unfinished surfaces, liquid can permeate these imperfections. For critical applications where absolute watertightness is necessary, post-processing steps such as additional UV curing and surface treatments like sealing may be employed.
Proper design also plays a crucial role in ensuring watertightness. Features like wall thickness should be optimized, and joints or connecting points must be well-designed to maintain integrity against fluid penetration.
3.Accuracy and Precision in SLA 3D Printing
SLA printers can produce parts with fine features that are difficult to replicate with other forms of 3D printing. This is due to the printer’s ability to precisely control the laser’s movement and intensity. By adjusting the settings such as laser speed, beam size, and curing time, operators can fine-tune the printing process to achieve the desired level of detail.
The precision of an SLA 3D printer also relates to its repeatability; it can produce multiple instances of a part with near-identical measurements, ensuring consistency across a production run. This is particularly beneficial for industries that require high-fidelity prototypes or end-use components.
4.Fine Features and Smooth Surface Finish
Precision in the production of intricate details stems from the SLA printer’s use of a laser to cure thin layers of resin accurately, resulting in high-resolution prints.
The layer-by-layer approach utilized by SLA allows for complex geometries and minute details that would be challenging or impossible to achieve with traditional manufacturing methods. Due to the precision of the laser, features as small as a fraction of a millimeter can be reliably produced. Additionally, because each layer is cured individually before the next one is applied, SLA parts typically exhibit uniform properties regardless of orientation—known as isotropy—which contributes significantly to both the aesthetic qualities and structural integrity of printed items.
The combination of these capabilities leads to SLA 3D printed objects having some of the smoothest surface finishes among all 3D printing technologies without necessitating extensive post-processing. However, when an even smoother finish is desired, or specific surface characteristics are required, post-processing techniques such as sanding, polishing, or coating can further refine the object’s appearance and performance.
5.Material Versatility in SLA 3D Printing
The material versatility in Stereolithography (SLA) 3D printing is a significant advantage thanks to the extensive selection of resins that can be utilized. These resins are formulated with different additives and reinforcement materials to meet specialized needs, ranging from high-strength engineering plastics to flexible or castable options for creating molds. This diversity allows designers and manufacturers to select materials based on desired characteristics such as transparency, color, biocompatibility, mechanical properties, thermal stability, and chemical resistance.
Aside from conventional resin choices, there is ongoing development and introduction of new blends that expand the capabilities of SLA printing even further. For example, some materials mimic traditional engineering plastics like ABS or polypropylene, providing similar strength and temperature resistance. Other specialty resins can be used in medical applications or dental practices due to their safe contact with human skin or mucosa.

Cons of SLA 3D Printing
While Stereolithography (SLA) 3D printing offers remarkable precision and a high-quality surface finish, there are several limitations to consider. Below is a list of cons associated with SLA 3D printing:
- Brittleness: Parts printed using SLA are typically more brittle compared to those made from traditional manufacturing processes or other 3D printing technologies like FDM or SLS. This brittleness means they are less suitable for functional applications involving high impact or stress.
- Limited Material Options: Although SLA material versatility is a benefit, the reality is it’s not as broad as other manufacturing methods. The resins used in SLA printing are proprietary and fewer in number, which can limit design choices.
- Post-Processing Requirements: After printing, parts generally require cleaning and curing. The required washing with solvents and additional UV curing adds extra steps and labor to the process.
- Higher Operating Costs: The cost of the resins for SLA printers is generally higher than that of thermoplastics used in FDM. Coupled with the need for regular replacement of the resin tank due to clouding from usage, operational costs can accumulate.
- Printer Maintenance: Maintenance requirements for an SLA printer can be more involved due to its complexity, including careful management of resin tanks and the cleaning unit.
SLA 3D Printing Applications
Stereolithography (SLA) 3D printing is a powerful additive manufacturing technology used across various industries for its precision and capability to produce complex geometries.
| Industry | Applications | Benefits |
|---|---|---|
| Dentistry | Dental models, custom apparatuses | Isotropy, accuracy, biocompatibility |
| Jewelry | Molds, patterns | Precision, fine detail |
| Product Design | Prototypes | Accuracy, fine features |
| Biomedical | Surgical guides, implant prototypes | Material versatility |
| Aerospace | Light-weight structural components | Strength-to-weight ratio |
| Consumer Products | Eyewear frames, automotive components | Customization |
| Architecture | Scale models | Complexity handling |
What’s The Difference Between Desktop (Prototyping) And Industrial Sla 3D Printers?
Desktop and industrial SLA 3D printers differ primarily in scale, precision, and material capabilities. While desktop printers are suitable for small-scale models and prototypes, industrial printers can produce large, highly detailed parts with a variety of materials.
Desktop (prototyping) SLA 3D printers are designed for individual professionals or small businesses that require high-quality models with a smaller build volume. They are compact, generally more affordable, and easier to use, making them ideal for educational purposes and prototyping. On the other hand, industrial SLA 3D printers cater to larger scale production needs. They come equipped with larger build volumes, higher precision mechanisms, and advanced features that ensure consistency and reliability required for commercial-grade productions.
Industrial SLA printers also provide a wider range of material options including advanced resins engineered for specific properties like high-temperature resistance or biocompatibility. These machines usually come with higher price points due to their advanced features such as improved layer adhesion techniques and integrated post-processing capabilities which may include UV curing stations or heat treatments.
While desktop versions bring convenience and accessibility to the designer’s desktop, industrial versions emphasize robustness, efficiency at scale, and versatility in materials suited for functional end-use parts.
| Feature | Desktop SLA 3D Printers | Industrial SLA 3D Printers |
|---|---|---|
| Intended Use | Prototyping | Large-scale production |
| Build Volume | Smaller | Larger |
| Precision | High | Higher |
| Material Capabilities | Limited | Extensive |
| Cost | More affordable | Expensive |
| User-Friendliness | Yes | Technical Expertise Needed |
| Add-On Features | Basic | Advanced |
| Space Requirements | Minimal | Significant |
| Production Speed | Moderate | Fast |
| Post-Processing | Manual | Often Automated |

Bringing SLA 3D Printing In-House
Incorporating stereolithography (SLA) 3D printing into a business’s workflow in-house offers several compelling benefits. Transitioning to in-house SLA 3D printing streamlines the prototyping process and has a substantial impact on cost and scalability for growing businesses.
| Benefit | Description |
|---|---|
| Fast Turnaround Time | Enables quick design iterations and rapid prototyping directly onsite. |
| Cost Savings | Reduces reliance on external vendors, cutting down per-unit costs and eliminating additional service fees. |
| Scalability | Provides control over production volume, allowing for easy adjustment according to demand increases or new project requirements. |
1.Fast Turnaround Time and Quick Design Changes
One of the standout benefits of bringing Stereolithography (SLA) 3D printing in-house is the ability to achieve a fast turnaround time for produced parts. This capability is critical for businesses that need to iterate quickly during product development cycles. Additionally, SLA 3D printing allows for quick design changes without the need for expensive tooling or setup costs associated with traditional manufacturing processes.
In-house SLA 3D printing facilitates immediate communication between the design team and the production process, enabling quick responses to testing results or feedback. The ease of modifying digital files and relaunching prints means that prototypes can be refined and redesigned rapidly, thus reducing both the development timeline and costs significantly.
Moreover, as designs evolve, updates can be directly applied and fabricated almost immediately. This agility in design iteration not only speeds up research and development but also supports a more innovative approach to product creation.
In practical terms, once a digital model has been adjusted based on previous iterations or new insights, it can promptly be sent back to the printer with updated parameters or structures. In situations where multiple iterations are common—or necessary—having an SLA 3D printer at your disposal cuts down iteration cycles dramatically from days or weeks to just hours.
SLA 3D printing’s provision for swift amendments stands out especially when compared to more conventional methods like injection molding which would typically require the manufacture of a new mold at considerable expense and delay whenever changes are needed.
2.Cost Savings with SLA 3D Printing
By opting to bring SLA 3D printing in-house, companies can reduce the expenses associated with outsourcing prototypes and parts production. With the capability to create highly accurate and complex objects on-demand, SLA 3D printing minimizes the need for traditional manufacturing methods that often involve costly tooling and setup. Additionally, the ability to rapidly iterate design changes without incurring additional costs enables businesses to refine products more efficiently, further reducing overall expenditure.
In terms of material costs, SLA resins are generally competitively priced when compared with the materials required for traditional manufacturing processes. SLA printers’ capacity to accurately produce parts also leads to less waste of raw materials, driving down costs. Moreover, as companies evolve their operations or product lines, scaling up with additional printers or larger models of existing equipment is often more cost-effective than expanding traditional production facilities.
When considering maintenance and operational expenses, SLA printers require relatively low upkeep compared to industrial machinery. Reducing downtime related to maintenance results in sustained productivity and lower labor costs. The energy consumption of an SLA printer is another point where savings are noted; these systems typically consume less power than large-scale manufacturing equipment.
By owning an in-house SLA 3D printing setup, businesses benefit from a system that delivers quick turnaround times while fostering innovation through rapid prototyping capabilities at a fraction of conventional prototyping costs.
3.Scale As You Grow
As your business expands, SLA 3D printing can seamlessly adapt to increasing production demands without requiring extensive additional investments or drastic changes in manufacturing processes.
Incorporating SLA 3D printing into your business infrastructure allows for scaling as per production requirements. The flexibility of SLA printers means that they can be used for both small-scale prototype development and larger production runs, making them ideal for businesses that experience variable demand. This scalability is crucial for startups and established companies looking to innovate quickly and effectively.
One of the most significant advantages is the ability to scale up operations by simply adding more printers or upgrading to larger models. This avoids the need for large capital expenditures typically associated with traditional manufacturing methods, which might require new molds or machinery. Additionally, as your product lines diversify or become more complex, SLA 3D printing continues to provide consistent quality and precision irrespective of the volume of production.
Furthermore, training staff on using SLA 3D printers is relatively straightforward, meaning that scaling up doesn’t necessarily entail a steep learning curve for your team. With user-friendly interfaces and software that integrates easily with design programs, managing an expanded suite of printers becomes less labor-intensive.
Lastly, inventory management benefits from the ‘print-on-demand’ capability inherent in SLA technology—reducing storage needs and minimizing waste due to unsold products. As such, businesses can maintain lean operations while still being poised to react quickly to market changes or customer demand spikes.
In Conclusion
Stereolithography (SLA) 3D printing is a versatile and precise additive manufacturing technique that uses a laser to cure resin into solid objects, layer by layer.
If you’re looking to achieve high-quality prototypes or intricate parts with exceptional detail, consider exploring the potential of SLA 3D printing for your next project. Connect with us to discuss how we can transform your ideas into reality with the precision of stereolithography technology.